
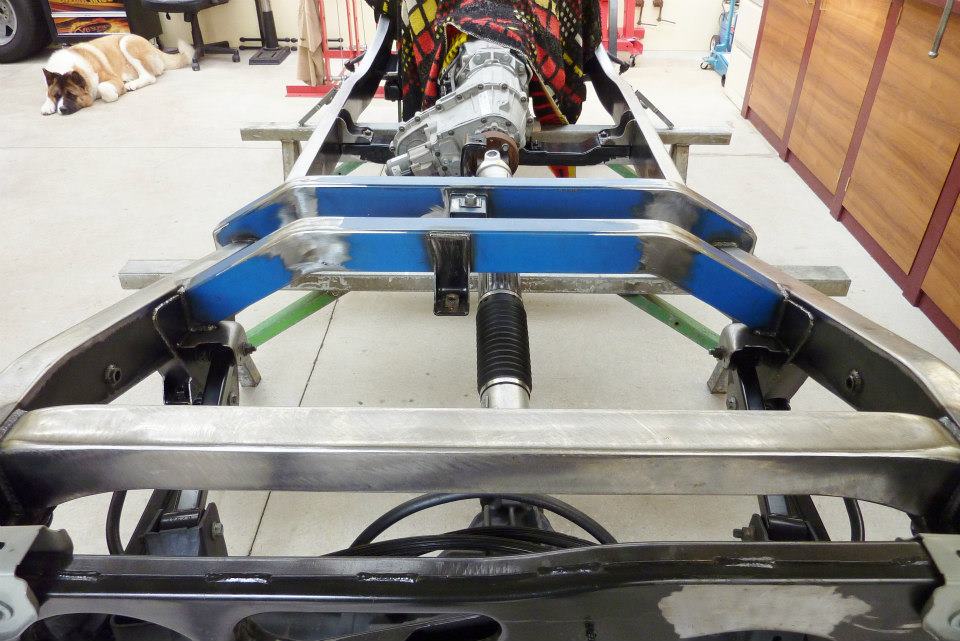
The next cross member serves to brace the load on top of the upper control arm mounts to stop any twisting of it and the frame. This has been made from 75x50mm, or 3"x2", RHS The support for the middle tank strap also has been fitted.


The stock fuel tank straps did not require altering to fit the new mounts. The heights of the cross members can be better seen now too. The first one is dictated to hold the fuel tank down and the second one was made to clear the higher part of the tank and also be level with the back half of the frame to support the bed later on.


The stock cross members along side the frame to show how similar in shape and specs they are. Just a lot stronger now being new without rust and fully boxed. The front suspension has been fitted up as well and went together without any problems.


Still plenty of clearance at full lock. Rear suspension and swaybar fitted as well. Trying out lower than stock springs to compensate for the lower overall weight expected, especially in the rear.

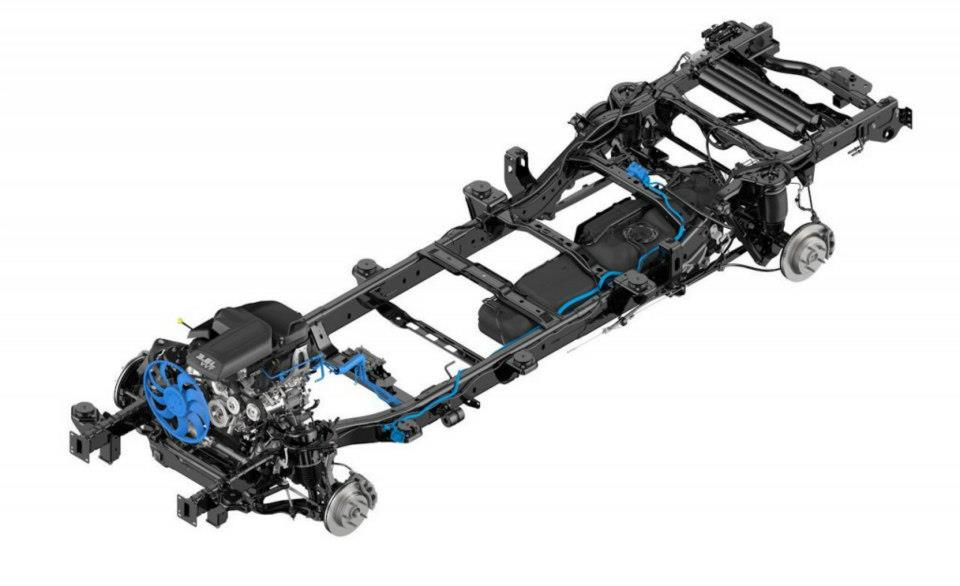
Interesting to see the similarities between the frame and the 2013 Dodge Ram 1500 pickup which has the exact same engine as an option as well.


We have touch down. Still have a few cross members to fit yet but couldn't resist seeing what it looked like on the ground. Quick check of the camber showed it pretty close to factory so very pleased about that and plenty of adjustment still available.


I am happy with the overall height so far. The rear is up a bit but the weight of the tray will soon fix that.


I wanted to fit the exhaust next before I could go on with the centre cross member and K member to make sure they would not interfere. The stock manifold is a terrible design so was going to make some headers to suit. Bought some OBX headers to suit a SRT Grand Cherokee with the 6.1 Hemi instead, as was half the price of buying just the parts and making a set.


There is a couple of differences though between the heads that the 6.1 has and the 5.7. The 6.1, and 2009+ 5.7's, have D shaped ports instead of the square ports of the earlier ones like mine. Can see the shape of the square ports under the 6.1 gasket. Fortunately there is no restriction any where. The other thing is on the left side the 5.7 has a EGR port and the 6.1 doesn't. So you need to grind a slot in the header flange for it. Also drill an extra hole in the header flange on the other side of the slot. The 5.7 gasket shows you where to do it.


Shorter bolts are also required to bolt the headers on as the flanges are not as thick as the cast manifolds. You need to buy 17 of the bolts that the dealer has for the SRT manifolds or some flanged headed M8x30 mm bolts with a 1.25 thread pitch. The headers cleared the starter easily and also an ear cast into the bell housing on the left side that gets in the way if using 6.1 stock manifold that some people fit.
[Index]