

I wanted to replace the formply floor I had used with something longer lasting and harder wearing. After much research I came upon Compact Laminate board and the manufacturer said it would be perfect for what I going to use it for, even though I could be the first in this application! The core of a compact laminate is made up of several layers of kraft paper that are saturated in phenolic resin. The top and bottom layer is a sheet of melamine impregnated with a patterned paper. Then pressed at 1000psi and 160*C/320*F in a large press to cure. Had it custom made to my measurements and had it freighted from interstate. Unfortunately they did not tell me that compared to the formply, which was 50% thicker than the laminate, it was double the weight! 17mm formply weighed in at 20kg/44lbs and the laminate at 44kg/97lbs! I know I'm not building a race car, but that is a lot of extra weight. So it wasn't a total lose, I came up with a different use for it.


This stuff is super tough to cut and I went through a dozen quality metal jigsaw blades. Here I am using epoxy to double the edge and fit around a worn out desk top. Used up most the off cut to do this, so there was little wastage. Feel better now as desk was due for replacement and this worked out a bit cheaper in the end than doing that. Can't half tell this is my desk with every model, 43 in all, being either a Willys Truck or Panel of the same model as mine.


So what to use now? I really wanted to avoid a seam but my floor is wider than the normal 2440x1220mm/8'x4' sheet. I found this black patterned non slip Baltic birch plywood with just a layer of phenolic resin each side. Was a third of the price and less than half the weight too! I could also get it in a 3050x1524mm/10'x5' sheet. Was way more than I needed length wise and even a bit extra width wise as the photos show.


The hexagon pattern is a lot like a bed liner and very hard and tough. It was cut down to 1860x1288mm/73"x51" to replace the formply.
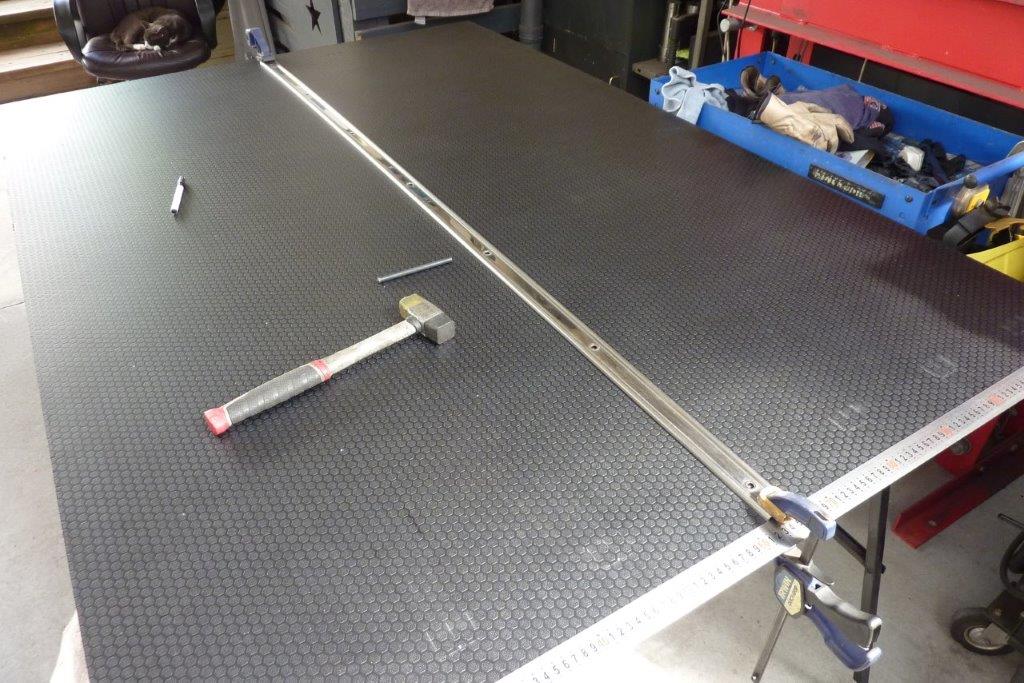
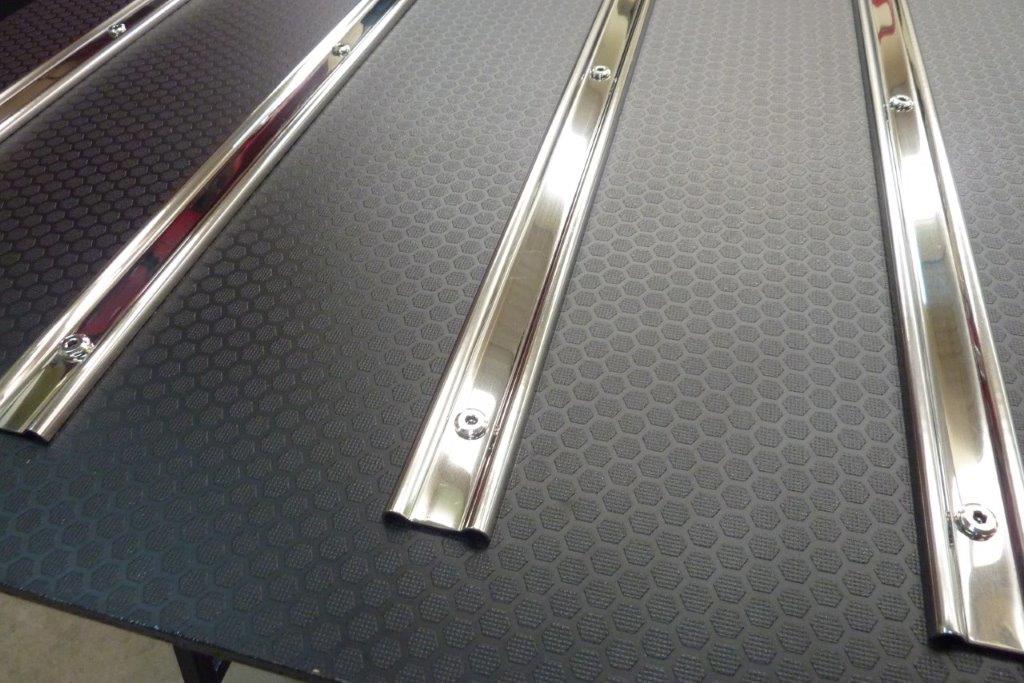
I laid down the stainless steel rub strips and used a transfer punch though the existing holes. All the holes, which were less than 0.5mm bigger than the stainless barrel, or furniture bolts, all fitted perfectly.


The chassis and cross members were covered in automotive body mount double sided tape. Then covered with neoprene rubber strips to isolate the board from the chassis to stop any noise and make up the difference in thickness between it and the formply.


74 holes later, which were all painted by hand as well as the cut edges to stop any moisture getting in over time, it was ready to mount. The fasteners were all recessed into the floor for a flat finish and placed onto the chassis ready for the tray.
Video update.


Off to pick up the cab and drop off the hard tonneau. It was too big to fit on the roof rack so into the hire trailer it goes. I had already taken all the other bed parts and the two sides on the roof of the Jeep earlier in the week. At the painters I found the cab all ready to be loaded onto the trailer.


First time I had seen it since the cut and polish had been done. Looking really good in the autumn sunshine. A group of the workers picked up the cab trolley and all and we sat it on the trailer. It is held down with the straps and the cable winch to hopefully stop it moving.


Got it home safely and it drew plenty of stares on the way home. It is less than 7km away, so a quick trip. Doesn't look like it, but getting the trailer through my gates is not easy as cannot line up straight with them and they are only a couple of inches wider. No one to help guide me either and I block the traffic while doing it.
[Index]