

New piece to extend the body work forward onto the new B pillar tacked in. Tig welded it together. First time welding vertical with a tig over such a long distance. Much easier than I would have thought.


Made a dolly up from a old tow hook from my Jeep to fit between the B pillar and the body so I could planish it to stretch the weld shrink out. Spent more hours on getting the shape of the extension bit better and smoother. Welded the second B pillar to it. Will weld that to the original B pillar and floor later in case I need to adjust it.


I made sure the the pillar matched the door back edge when square to the sill. Knowing how much to cut off the other part of the door was just a matter of measuring the gap.


I didn't take off anything for the door gap so I had 3mm-1/8" adjustment to get good alignment. Here it sits straight after the first cut. The extension piece is just sitting on the sill without the gap needed so why it is bit low. But can see that I will need to do something about the top opening in the panel.


It had a dimple right where I need it to be flat so raised that first. Then got a piece of scrap the right thickness to match the step around the hole. Welded that onto a thicker piece to hammer against. Clamped it into place and supported the bottom of the vice grip and also the door skin to free up a hand.


Just hit down with a brickies bolter to set the form I needed. Step now extends to the end and just needs a bit of planishing and trimming.


Both sides done now. All lines up pretty well considering these two parts of door came off the production line 10 years apart.


I think the shorter door and wider pillar looks better. So the door is 115mm-4.5" wider than stock and the B pillar 60mm-2.5" wider. Ribs line up pretty well but there will be plenty of work to get it all sitting just right after welding.
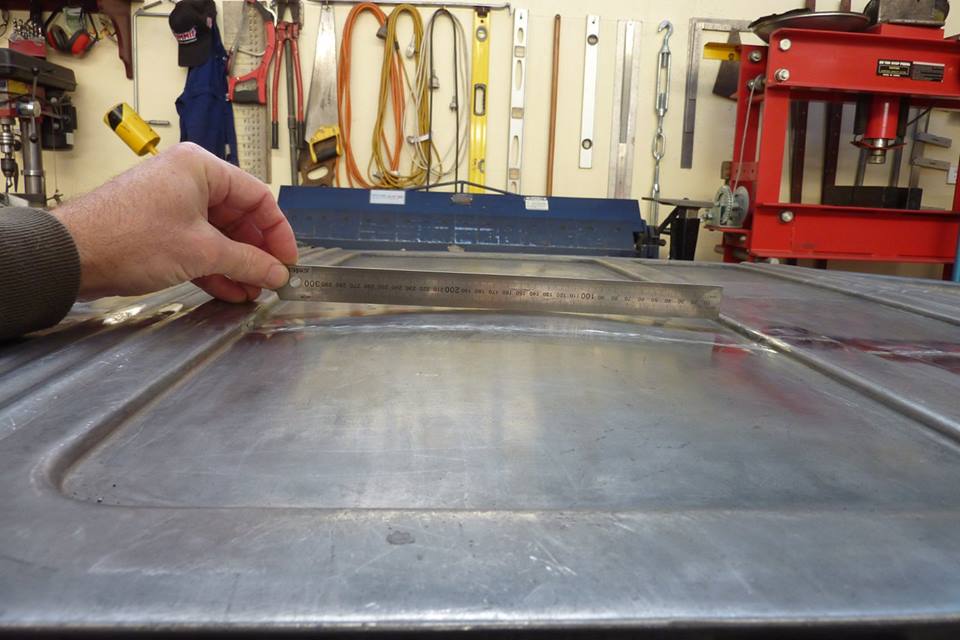

I noticed before even welding the door together that there was a lot of crown in this part of the door. The ends look alright. You need some to stop drumming and oil canning. Checked the other side, which have not been worked on at all, and was the same.


I just used a 5" shrinking disc on my grinder to heat up a 4" square section at a time until it turned a honey colour and then quickly hit with compressed air to shrink it. Do need to be careful not to overlap the areas as you go along as it will create waves where it pulls more on the double shrink. I'll leave it at that I think as worried any more could cause a 'loose' panel where it flops in and out.
[Index]