

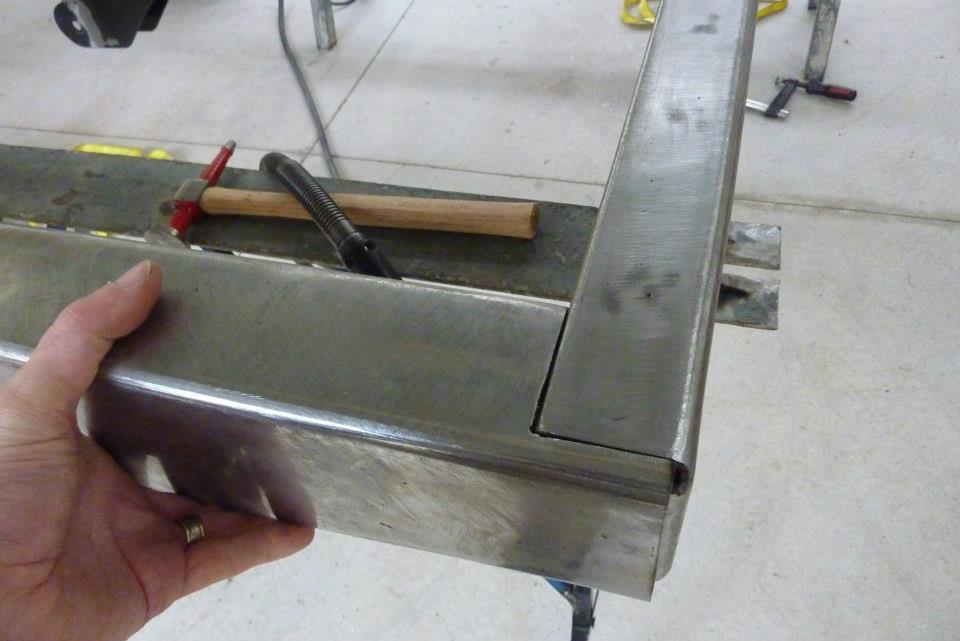
Another cross member was needed between the coil mounts to support them and stop the frame from twisting. Decided to box the original cross member using another one to make it stronger but also wider than the original. The indent was removed and it the ends were modified to suit the inside of the frame where the coil mounts are.


1/2" was trimmed off the width of each cross member to get the required size and to keep the weld seam central to help keep it straight when welding it together. Patches were cut to fill the large oval holes and the inside was cleaned of all rust and coated. Edges were bevelled and a gap left to get full penetration when welding.


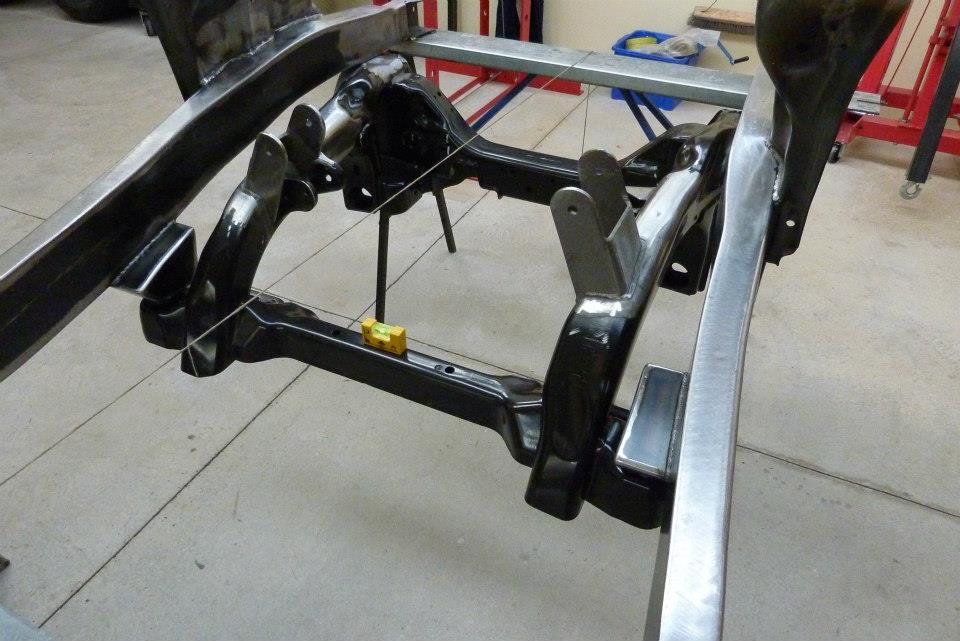
Time to setup the frame. Trestles were built to suit the frame and the floor so it was perfectly level and square. Diagonal measurements were taken from opposite corners to verify alignment. Front was setup making sure the upper wishbone and coil over mounts were exactly the same width apart as the stock Grand Cherokee. Also that the engine cradle mounts matched. Rear spacing was just a matter of bolting in the panhard support frame into the threaded bosses installed earlier.


Can see the panhard frame bolted and the upper coil mounts tacked in. The inside frame mounts for the panhard frame from the donor were also welded in to fully secure it in place.
Rear cross member was then added. The joint was fully bevelled after being tacked in to get proper weld penetration. At the front the upper coil mount braces were added. The V6 version of the Grand Cherokee donor does not come with the stiffening bar between the upper suspension mounts, but the 5.7 Hemi does. I decided to stiffen it up even more by adding a second one as well to make it even stronger. They fitted right on without any levering needed so showed at least that the distance the mounts are apart is still at factory specification.


The cross member between the coil mounts was added. Also the engine cradle bolted in on the front mounts. Was made to be aligned off a dead central line as was the rest of the frame during the assembly.


The rear mounts need to be fabricated. Can see how far below the frame they are and are also inboard of the rails. The mounts were built off the original leaf spring mounts that were located in the same part of the frame as before.


Some 4mm plate was folded up in the vice to extend inwards over to reach the cradle. Test fitted here with the original rear cradle mount inside that was cut from inside the donor frame.


Mount fully welded and coated inside before the donor mount was also welded into place. The caged nut sits on top of the boss to allow some adjustment for alignment purposes.

The original rivet holes the held this leaf spring mount on were used to plug weld it to the frame. The perimeter was also welded every where it made contact with the frame rail. Plenty of room has been left on the inside of the frame for future headers should they need to run here.
[Index]